Optimisation du système de refroidissement avec Cadmould 3D-F COOL de CADFLOW
C’est l’émergence de la fabrication additive qui a permis de faciliter la conception de canaux pour conformal cooling
Publié le 25/02/2020
5min. de temps de lecture
Villeurbanne, février 2020
Le conformal cooling est une alternative prometteuse aux systèmes de refroidissement classiques. Il est de plus en plus privilégié par les industriels du monde de la plasturgie. Son principe est le suivant ; les canaux de régulation thermique, vont suivre les contours de la pièce pour faciliter un refroidissement plus rapide et plus uniforme, et ainsi réduire la quantité de points chauds et le temps de cycle (jusqu’à 50% de gain de temps possible). C’était un procédé très peu utilisé il y a quelques années car certaines des géométries du conformal cooling étaient compliquées à mettre en œuvre avec les méthodes d’usinage traditionnelles, ce qui rendait ce procédé coûteux.
C’est l’émergence de la fabrication additive qui a permis de faciliter la conception de canaux pour conformal cooling. Grâce à l’utilisation du frittage laser de métal (DMLS : Direct Metal Laser Sintering) ou d’autres techniques de fabrication additive, des canaux de régulation thermique complexes peuvent être optimisés pendant la conception du moule, au lieu d’être ajouté après la conception du moule et ce à un coût abordable. Le logiciel Cadmould® permet de simuler du conformal cooling et d’optimiser sa réalisation pendant la phase de conception du moule.
Optimisation du refroidissement du moule avec Cadmould® : Exemple du carter pour nettoyeur haute pression de Kärcher Cadmould® vous accompagne au mieux dans l’optimisation de votre process d’injection à l’aide de ses différents modules. Le module COOL permet d’améliorer votre système de refroidissement lors de la conception du moule et non post-conception. L’étude de cas suivante permet de montrer les points forts de l’optimisation assistée par le logiciel Cadmould et ceux du conformal cooling. L’étude de cas a été réalisée pour l’optimisation du refroidissement d’un carter pour nettoyeur haute pression de Kärcher®. Nous sommes partis du moule existant et du système de régulation conventionnel déjà existant, en prenant en compte les paramètres process utilisés à la base pour injecter cette pièce.
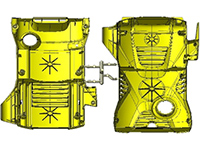
Le but de cette optimisation était de réduire les points chauds et le temps de cycle de l’injection en ayant un refroidissement uniforme. Nous sommes parties du carter pour nettoyeur haute pression suivant, fabriqué en polypropylène et ayant un temps de cycle de 52s :
La première étape a été de lancer une simulation d’injection avec les données de base fournies par Kärcher®, pour conduire une première analyse. Pour cette première simulation, un système de régulation thermiqe conventionnel est utilisé.
Cette simulation montre la présence de nombreux points chauds sur les pièces côté fixe et mobile. C’est pourquoi il est important d’effectuer une optimisation du système de régulation thermique, pour faire disparaître ces points. Ainsi dans un deuxième temps, une optimisation du système de refroidissement est réalisée puis une nouvelle simulation est effectuée. La première phase de l’optimisation a consisté à mixer l’utilisation de plaques connecteurs brasées sous vide avec une connexion parallèle qui assure un chemin du flux plus court et une diminution des pertes de charges.
Les résultats de cette optimisation montrent que nous avons une disparition des points chauds sur la pièce.
Aux vues de ces résultats, des modifications ont été effectuées sur le moule. Puis, on a dans un troisième temps simuler sur le logiciel, du conformal cooling pour avoir un meilleur système de refroidissement.
Une fois l’optimisation terminée sur le logiciel, il faut effectuer les modifications sur le moule. Des inserts générés par DMLS sont réalisés sur le moule pour remplacer le système de refroidissement conventionnel. Ce sont des inserts hybrides conçus à partir d’une base classique et d’un haut généré par laser.
La pièce a par la suite été injectée dans le moule optimisée, puis une comparaison thermographique a été conduite entre la simulation et la réalité.
Ainsi, cette optimisation réalisée à l’aide du logiciel Cadmould® a permis d’éliminer les points chauds des deux côtés du moule et d’uniformiser le refroidissement. Le conformal cooling a aussi permis de passer de 22s à 10s pour le temps de refroidissement, soit une réduction de 55%. Cela a aussi aidé l’optimisation du temps d’éjection et de séparation des canaux, avec une réduction de 3s. Soit une réduction du temps de cycle totale de 15s, ce qui équivaut à un temps de cycle après optimisation de 37s. [3] On a donc réussi grâce au conformal cooling et aux simulations effectuées sur le logiciel Cadmould®, a réalisé nos objectifs fixés au début de l’étude de cas. Cette dernière nous a ainsi permis de mettre en évidence l’efficacité du conformal cooling, de même que l’utilité de l’utilisation de Cadmould® en tant que support pour l’optimisation du système de refroidissement du moule. L’Optimisation a ici été réalisé en seulement trois étape, ce qui aurait pu être beaucoup plus long sans passer par la simulation d’injection.