SIGMASOFT permet de réussir du premier coup de presse des applications en micro-injection PIM-M
La simulation améliore le contrôle qualité et supprime des reprises de moule coûteuses
Publié le 16/12/2013
7min. de temps de lecture
Lyon, le 16 décembre 2013
La miniaturisation est l’une des demandes clefs dans les industries comme l’électronique, le médical ou l’automobile, mais quand on diminue drastiquement la dimension des pièces, la complexité relative de la pièce augmente dans les mêmes proportions et l’intégration de fonction est une demande complémentaire.
La fabrication de telles micro-pièces à forme complexe devient alors un chalenge et entre dans le domaine de prédilection de la technologie PIM (Powder injection molding).
Les applications micro-moulage de MIM et CIM ne sont pas nouvelles pour l’industrie. Néanmoins les applications industrielles sont rarement trouvées en dehors de cas d’étude académiques. L’une des raisons de cette hésitation pourrait être issue des incertitudes et des chalenges dans le contrôle qualité posés par les dimensions extrêmement petites.
Même avec les applications macroscopiques des PIM, le contrôle qualité des pièces vertes (étape de la pièce avant déliantage et frittage) est souvent repoussé à la phase de frittage, avec des conséquences coûteuses.
Le Micro PIM amène ces questions à un niveau supérieur : comment déterminer correctement les défauts de moulage mais avec un coût et des efforts acceptables, pour une pièce de 1 à 2 mm et des dimensions fonctionnelles de quelques dixièmes de mm ? « La réponse se trouve dans une pièce et un outillage parfaitement conçus, avec suffisamment de temps pour des itérations minutieuses de conception basées sur les résultats de simulation. Ce temps dépensé au début est compensé de manière multipliée plus tard. » explique Dr. Marco Thornagel, de Sigma Engineering GmbH, et Jochen Heneka ainsi que Tobias Müller, du Karlsruhe Institute of Technology (KIT) dans leur publication « Micro-Molded CIM-Components: Simulation based Mold- and Process Development », présentée aux conférences EuroPM 2013 à Göteborg, Suède.
La publication décrit un processus de conception réussit d’une roue guide turbine faite en oxyde de zirconium ZrO2. Durant le moulage des efforts significatifs ont été passés pour simuler les comportements thermo-rhéologiques d’un moule complet et de prédire les propriétés futures de la pièce verte. Basé sur les recommandations issues des résultats de simulation, le système d’alimentation a été optimisé, la faisabilité du moule prouvée, le moule construit et des pièces Micro CIM ont été produites, avec le résultat impressionnant que le moule délivre de manière stable des pièces sans défaut et 99% de la densité théorique dès le premier essai moule, sans avoir besoin de reprise d’outillage.
Pensez Poudre – Pensez Micro
Depuis 2009 le logiciel de simulation d’injection SIGMASOFT dispose d’une version spécifique pour les applications CIM et MIM.
L’intégration de modèles rhéologiques qui prend en compte l’augmentation de viscosité à faible taux de cisaillement (l’une des caractéristiques des PIM) augment la validité de la prédiction du front de matière Aussi l’utilisation du meilleur niveau technologique disponible sur le marché des solveurs, capable de prédire avec précision la cinétique des flux comme les effets de jetting, révèle les causes fondamentales derrière ce genre de phénomène et rend possible le contrôle de l’apparence et les défauts qualités associés.
Les Micro dimensions créent des chalenges spécifiques, car cela influence des propriétés telles que les tensions de surface, les transferts de chaleur ou les ratios surfaces/volumes. Ces variations requièrent d’intégrer à la simulation des modèles matériaux spécifiquement développés. SIGMASOFT a été adapté spécifiquement pour la simulation des micro-applications au travers de modèles matériaux validés sur plusieurs années dans différents projets de recherche.
Les moules utilisés en micro-injection et particulièrement en micro-PIM, nécessitent de remplir certaines conditions en terme de qualité et de précision. Par exemple, un process vario-thermique est nécessaire, et de la vapeur doit être générée dans les cavités pour fournir les meilleures pré-conditions de remplissage et avoir un remplissage complet et supprimer des défauts dans le produit final tels que des retassures ou effet diesel. Tout spécialement le système d’alimentation et les inserts moule sont cruciaux, la réalisation des inserts est coûteuse et consommatrice de temps, essentiellement pour des raisons de tolérance dimensionnelle requises qui atteignent souvent les limites des centres d’usinages conventionnels. En conséquence c’est une vraie valeur ajoutée d’utiliser un outil de simulation du process d’injection pour la conception et la réalisation de micro pièces.
Etude de cas : Roue de turbine moulée du premier coup de presse.
Le projet de recherche SFB 499, conduit par le Karlsruhe Institute of Technology (KIT) en Allemagne, travaille sur la chaine processus pour le développement de micro pièces hautement contraintes réalisée en alliage céramique ou métal.
Le Cœur d’un démonstrateur micro turbine est une roue de guidage réalisée en ZrO2.
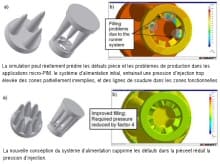
Dans un premier temps, le système d’alimentation de cette roue de guidage a été conçu avec 3 points d’injection, ce qui donnait à la simulation un moulage incomplet, nécessitait une pression de remplissage élevée et donnait des lignes de soudure dans les lames de turbine, ce qui peut entrainer une performance réduite. Ayant acquis cette information, tôt dans la conception , cela a permis de réagir très rapidement , et de créer un nouveau design optimisé des canaux pour un coût réduit sans ré-usinage sur des machines coûteuses .
Lors de l’itération d’après, le nombre de point d’injection a été augmenté à 8 et tous les angles ont été arrondis pour améliorer les conditions d’écoulement du matériau fondu. Pour supprimer les lignes de soudure dans les zones fonctionnelles, chaque point d’injection a été positionné au milieu de chaque lame. Comme résultat, le moule était rempli avec une pression quatre fois moindre sans défaut. De plus les lignes de soudure ont été relocalisées entre les lames dans des régions non fonctionnelles.
La micro roué moulée montrait un beau contour extérieur sans défaut visible. Le moule avec les inserts optimisés et canaux d’alimentation amélioré donnait un process stable et répliquable, convenable pour une production de masse sans itération additionnelle
Les pièces frittées avaient une densité de 99% par rapport à la densité théorique, sans retassure et autre défauts, et présentait un retrait linéaire autour de 21%. « Cette production du 1er coup de presse a été obtenue grâce à l’utilisation efficace de la simulation d’injection dès les premières étapes de conception, et basée sur des données feedstock (matière) bien caractérisées. » concluent les auteurs dans leur publication. « La simulation d’injection doit être comprise comme un outil valable et fiable et doit être utilisée et bien introduite dans le process de développement pièce et outillage. Seulement alors, les potentiels des succès des pièces micro PIM décrites peuvent être obtenues » ajoutent-ils.