Le polissage par vibration pour les pièces imprimées en 3D par SLS
Publié le 12/08/2025
21min. de temps de lecture
Le polissage par vibration est une méthode bien connue qui permet d’améliorer la dureté et la surface de différents matériaux. Il sert généralement à ébavurer des pièces métalliques après l’usinage ou l’emboutissage, mais de nombreux fabricants l’utilisent désormais pour post-traiter des pièces imprimées en 3D.
Pour les pièces imprimées en 3D par frittage sélectif par laser (SLS) qui présentent parfois une surface légèrement granuleuse, le polissage par vibration peut contribuer à améliorer leur aspect pour l’utilisation finale ou à faciliter leur intégration dans des assemblages fonctionnels.
Lisez ce guide pour connaître les avantages du polissage par vibration sur les pièces imprimées en 3D par SLS, et regardez notre webinaire pour voir les résultats des tests et en savoir plus sur le flux de travail.
Processus et avantages du polissage par vibration
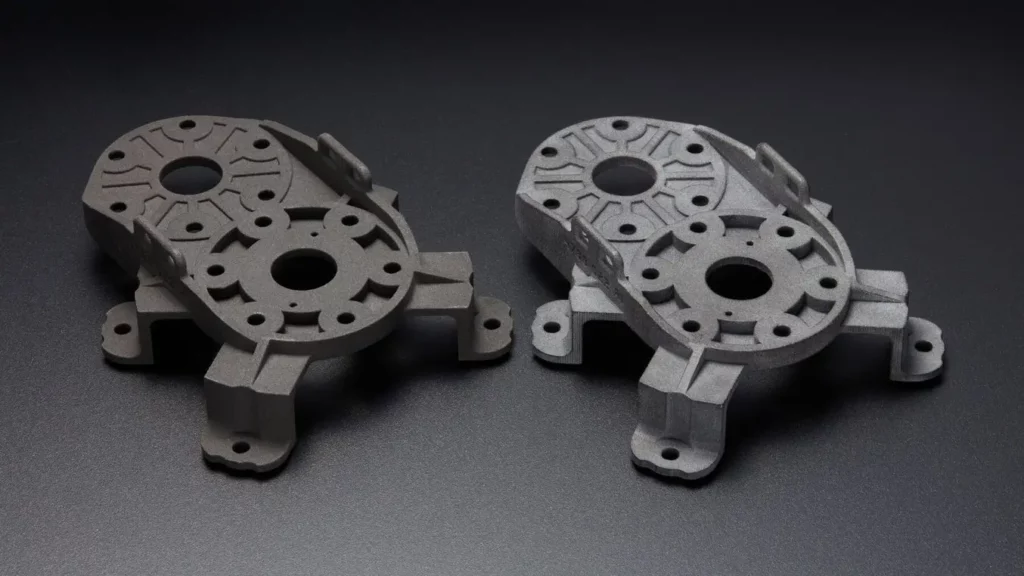
Notre pièce d’essai, avant et après le polissage par vibration. La pièce polie est gris clair et d’aspect mat.
Un tambour de polissage agite de petits granulés (généralement du métal, de la céramique, du plastique ou des matières organiques telles que des coquilles de noix) et les pièces finales pour créer un frottement qui lisse la surface des pièces et améliore leur dureté. Les tambours de polissage sont largement utilisés en raison de leur taille accessible, de leur prix abordable et de la gamme d’avantages qu’ils offrent sans ajouter de travail manuel supplémentaire au cycle de production.
Le polissage par vibration apporte deux avantages essentiels au flux de travail de l’impression 3D : une meilleure fonctionnalité et une meilleure esthétique. La réduction de la rugosité de la surface permet aux composants mobiles de fonctionner avec un coefficient de frottement plus faible, ce qui fait du polissage par vibration une technique de post-traitement idéale pour des pièces telles que les charnières imprimées, les composants d’actionnement, les clips fonctionnels et toute pièce mobile ou faisant partie d’un assemblage mobile. Une surface plus lisse améliore également la porosité, ce qui rend les pièces polies plus résistantes à l’absorption des fluides.
Les avantages esthétiques du polissage par vibration sont principalement l’amélioration de la qualité de surface et un aspect plus propre, mais il fournit également un substrat plus homogène sur lequel appliquer des revêtements supplémentaires, comme par exemple la peinture acrylique ou le Cerakote.
Pour toute pièce 3D qui est utilisée comme pièce finale, qui fait partie d’un assemblage fonctionnel ou qui est très visible dans un prototype de validation, le polissage par vibration est un moyen facile d’améliorer radicalement la dureté et la qualité de surface.
Le polissage par vibration permet d’obtenir un substrat plus homogène sur lequel appliquer des revêtements supplémentaires, comme par exemple la peinture acrylique ou le revêtement céramique Cerakote.
Choisir un tambour de polissage pour les pièces imprimées en 3D
Les machines de polissage par vibration utilisées pour les pièces imprimées en 3D peuvent être classées en deux catégories principales : les machines industrielles et les machines grand public. Les machines industrielles ont une plus grande capacité, mais des besoins en énergie plus importants, et leur prix avoisine généralement les 5000 € ou plus. Les machines industrielles conviennent aux grands volumes de pièces, par exemple pour la personnalisation de masse ou la production de remplacement.
Elles sont capables de facilement traiter plusieurs lots de pièces de grande ou moyenne taille, ce qui les rend idéales pour les entreprises telles que les fournisseurs de service ou les grands fabricants. De nombreuses machines industrielles telles que le tambour Rösler sont conçues pour s’intégrer dans un flux de travail automatisé, et sont capables de charger ou décharger les pièces par le biais d’un convoyeur ou d’un système robotisé. Les cycles de polissage de ces grandes machines peuvent durer de quatre à six heures et réduire considérablement la rugosité de la surface.
Beaucoup de petits tambours peuvent fournir le même produit final que les tambours industriels, mais ils ont une plus petite capacité et peuvent nécessiter des cycles de plus longs pour des résultats semblables. Pour obtenir la même qualité de surface, ces petites machines peuvent avoir à polir les pièces pendant près de 72 heures, alors que les machines industrielles le font en six heures.
Cependant, leur prix accessible et leur faible encombrement permettent aux petites entreprises de profiter de leurs avantages sans devoir faire de grosses dépenses. Pour les utilisateurs d’imprimantes 3D dont les volumes sont inférieurs à 100 pièces par semaine, de petits tambours sont suffisants.
Bien que nous ne les ayons pas inclus dans le protocole de test de cette étude, les tambours centrifuges constituent une troisième option pour le lissage. Le flux de travail diffère légèrement des tambours vibrants traditionnels, car ils utilisent la rotation à grande vitesse pour lisser les pièces plutôt que d’agiter les agents de polissage. Dans un tambour centrifuge, les composants et les agents sont enfermés dans une boîte et tournent ensuite à grande vitesse. Les forces G qui en résultent peuvent lisser les pièces assez rapidement. Les tambours centrifuges peuvent être une bonne option pour réduire la durée totale du cycle, mais il convient de noter qu’il s’agit d’un processus plus agressif qui peut endommager les parties délicates de certaines pièces.
Industriel, production en grande série
Exemple : Rösler
Coût : > 5000 €
Parfait pour :
Flux de travail automatisé
Volume de production élevé
Pièces de grande taille
Plusieurs grandes pièces
Production en moyenne série
Exemple : CM Topline
Coût : 1000 – 5000 €
Parfait pour :
Lots de petites pièces
Pièces de grande taille
Niveau d’entrée, production en petites séries
Exemple : Raytech, Tumble Vibe
Coût : < 1000 €
Parfait pour :
Pièces moyennes uniques
Volumes de fabrication complets de pièces plus petites
Choisir un agent de polissage et un détergent
Il existe une grande variété d’agents que vous pouvez utiliser dans les flux de travail de polissage par vibration, et votre choix aura un impact majeur sur le résultat de vos pièces. Les matériaux généralement utilisés sont l’acier inoxydable, la porcelaine ou la silice, les composites de polyester ou les coquilles de noix. Leurs effets vont du lissage agressif et de l’élimination de la rugosité jusqu’au polissage esthétique léger.
Formes des agent
Lorsque vous choisissez votre agent, la taille et la forme des granulés individuels doivent être prises en compte, de même que le type de matériau. Les granulés sont de petite ou de grande taille et de forme arrondie ou pointue. Les gros granulés sont utilisés pour le polissage plus grossier ; par exemple pour enlever les bavures ou la rouille des pièces métalliques. Les granulés plus petits sont utilisés pour les pièces plus fines, offrent plus d’effets de polissage ou de brunissage et peuvent être utilisés sur une plus large gamme de matériaux. Les granulés pointus (triangles, coins et pointes de flèche) sont idéaux pour la finition de pièces complexes avec des arêtes, des crevasses et des canaux, bien qu’elles présentent un risque plus élevé d’écaillage ou d’effritement. Les granulés arrondis sont parfaits pour un polissage et un brunissage plus légers, et ne s’écaillent que très rarement. Bien qu’ils soient plus lents à lisser complètement les surfaces, ils sont beaucoup plus doux et peuvent être utilisés pour les pièces délicates.
Détergents
Dans certains processus vibratoires appelés « polissage humide », de l’eau ou des détergents chimiques sont ajoutés aux granulés. Le liquide aide à tempérer la chaleur générée par le frottement élevé et peut aider à éliminer les contaminants ou les oxydes à la surface de la pièce. Les pièces paraîtront plus propres et plus polies qu’avec un processus de polissage à sec. Toutefois, les détergents peuvent être coûteux et générer des déchets chimiques qui devront ensuite être éliminés et traités comme il se doit. Les agents métalliques, céramiques ou plastiques peuvent être utilisés dans un flux de travail humide, mais les supports organiques tels que les coquilles de noix ou les épis de maïs sont déconseillés.
Tableau comparatif : agent de polissage
Matériau généralement utilisé
Coût
Avantages
Inconvénients
Aggressivité
Métal
Acier au carbone Acier inoxydable trempé
€€€
Courtes durées d’exécution Durée de vie prolongée Résistance supérieure à l’usure Brunissage et polissage à haut rendement
Risque d’endommager les pièces
Élevé
Céramique
Porcelaine Oxyde d’aluminium Carbure de silicone Silice
€€
Brunissage et polissage à haut rendement Agents les plus utilisés
Risque d’endommager les pièces Les morceaux de céramique peuvent s’écailler et rester coincés dans les canaux/caractéristiques négatives
Élevé
Plastique
Polyester Urée Formaldéhyde
€
Idéal pour finir en toute sécurité les pièces filetées ou fragiles Crée des surfaces et des bords doux et brillants Gamme de densités disponibles pour une personnalisation en fonction de l’application
Des durées de fonctionnement plus longues
Moyen
Organique
Coquilles de noix Épis de maïs
€
Peut être utilisé comme étape vibratoire secondaire Peut absorber les huiles et l’humidité
Temps d’exécution plus longs Peut être utilisé dans un processus en deux parties
Ébavurage léger ou moyen
De gauche à droite : agents en coquille de noix, agents en céramique et agents en acier.
Applications pour les pièces en SLS polies par vibration
De nombreuses applications d’impression 3D exigent une finition de surface lisse et un faible coefficient de frottement. L’ajout du polissage par vibration à votre flux de travail améliore à la fois la fonctionnalité et l’apparence des pièces utilisées dans une grande variété d’industries et d’environnements.
Polissage par vibration pour les utilisations finales
Aujourd’hui, l’impression 3D rend possible la personnalisation de masse. Les applications d’impression 3D à haut débit deviennent ainsi de plus en plus courantes. L’écosystème de la série Fuse vous permet de fabriquer de petites ou moyennes séries de produits finis qui fonctionnent comme des pièces moulées par injection et de bénéficier de la liberté de conception de la technologie SLS.
Le polissage par vibration est une méthode peu coûteuse qui permet d’obtenir une finition de surface comparable à celle du moulage par injection, sans nécessiter des heures de travail ou de post-traitement manuel. Mettre de grandes quantités de pièces dans un tambour plus important permet de limiter les points de contact et d’obtenir des résultats optimaux. Le polissage prépare également les pièces à un revêtement ultérieur, qui peut encore améliorer la fonctionnalité, la finition et la couleur des pièces imprimées en 3D par SLS.
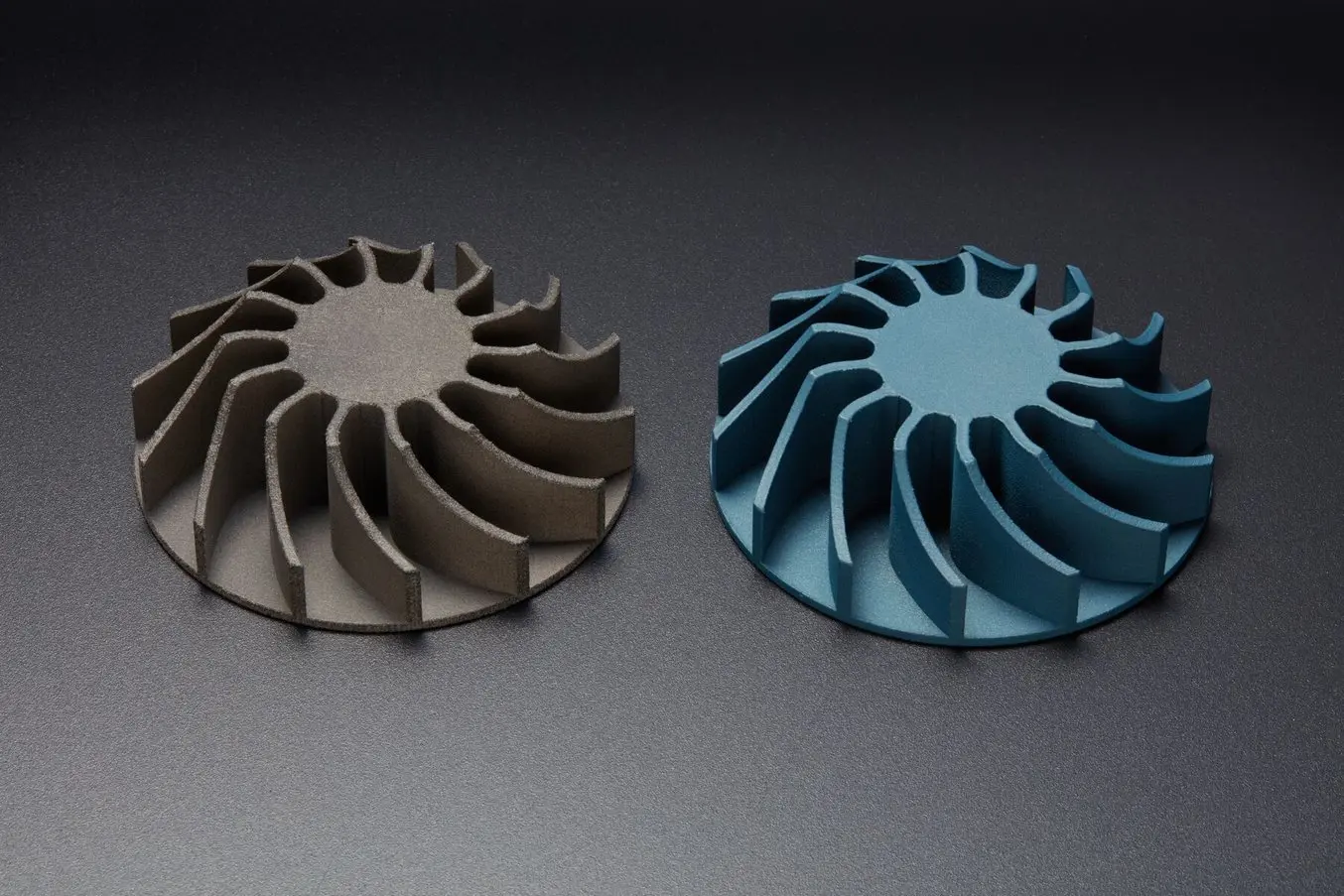
Le polissage par vibration est idéal pour améliorer la surface et préparer les pièces à un autre type de finition, par exemple la teinture, la peinture ou le revêtement.
Les montures de lunettes à utilisation finale sont une application parfaite pour que le polissage par vibration ait un impact majeur.
Polissage par vibration pour la santé
L’impression 3D en médecine permet d’innover dans presque toutes les spécialités, qu’il s’agisse de prothèses et d’orthèses personnalisables ou de la production de nouveaux dispositifs médicaux. Pour certains clients travaillant dans l’orthétique ou la prothétique, la rugosité de la surface des pièces imprimées en 3D par SLS peut être un problème. Le polissage par vibration peut grandement contribuer à améliorer l’aspect et la sensation des appareils orthopédiques, des orthèses et des prothèses.
L’orthèse de poignet illustrée ci-dessous a été imprimée sur la Fuse 1+ 30W avec Nylon 12 Powder et personnalisée pour s’adapter à la forme exacte de l’avant-bras du patient. La pièce finie possède une tolérance de 0,1 mm ; toutefois, une surface plus lisse aiderait le patient à se sentir plus à l’aise. Le polissage par vibration améliorerait le niveau de confort, ainsi que la porosité de la surface du dispositif, ce qui augmenterait sa résistance à l’humidité ambiante et le rendrait plus fonctionnel.
Le polissage par vibration améliore la résistance à l’usure et la rugosité de la surface des pièces imprimées en 3D par SLS, comme cette orthèse de bras. Pour les bagues, qui sont très visibles et touchent souvent directement la peau des patients, une finition de surface lisse, plus proche de celle du moulage par injection, peut faire une grande différence.
Le polissage permet également de préparer la surface pour le revêtement : ces protections esthétiques Spentys (à droite) ont été polies pendant huit heures avec des agents céramiques, puis revêtues de Cerakote. Ces protections s’adaptent aux prothèses de membres inférieurs et ont pour but de fournir un revêtement personnalisable pour que les utilisateurs puissent choisir différentes protections en fonction de leur humeur et de leur tenue.
Polissage par vibration pour les aides à la fabrication
Les aides à la fabrication sont souvent utilisées dans des applications à fort coefficient de frottement et dans le cadre d’assemblages en usine. Le polissage par vibration permet d’améliorer leur coefficient de frottement et d’augmenter la dureté de la surface, ce qui se traduit par une meilleure durabilité et une utilisation plus longue.
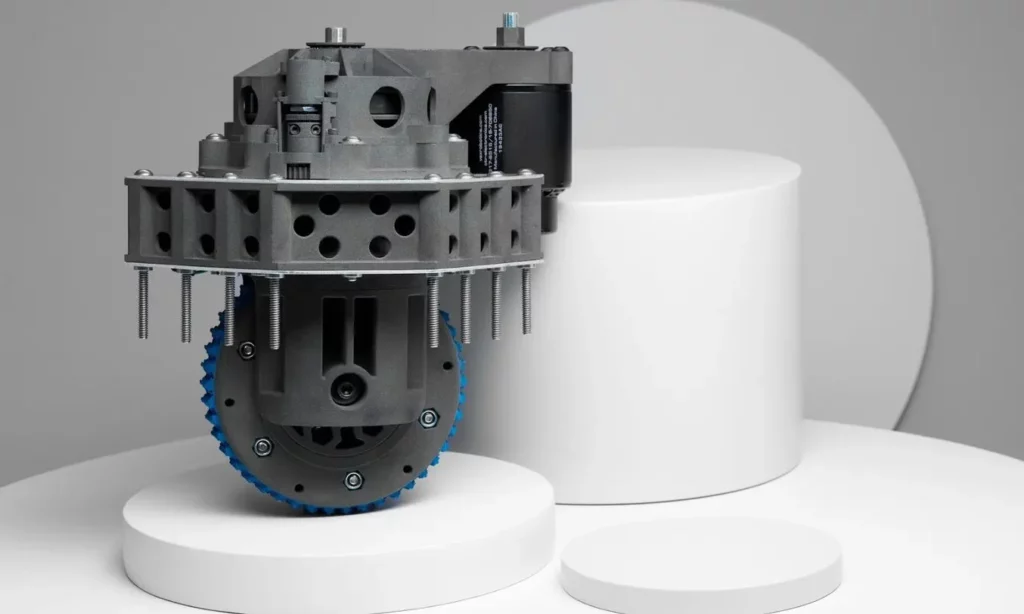
Le polissage par vibration améliore la durabilité des assemblages complexes et des aides à la fabrication.
Les pièces de l’EOAT, comme ce bras d’outillage de robot de transfert, peuvent bénéficier du polissage par vibration, qui garantit qu’elles s’intègrent facilement et sans frottement dans les machines et les processus de travail existants.
Tests et résultats
Formlabs a mené des tests approfondis sur le polissage par vibration en interne. Nous avons pour ce faire utilisé des pièces imprimées en 3D par SLS afin d’identifier les flux de travail donnant les meilleurs résultats.
Le processus
Nous avons imprimé en 3D plusieurs pièces sur la base d’un modèle standard comportant des surfaces planes et incurvées ainsi que des surfaces intérieures et extérieures. Les pièces ont été imprimées sur l’imprimante 3D SLS Fuse 1+ 30W et la poudre a été enlevée dans la Fuse Sift conformément aux recommandations de post-traitement standard. Les pièces ont été imprimées avec Nylon 12 Powder et Nylon 11 Powder.
Hormis le numéro d’identification, chaque pièce était identique. La précision dimensionnelle de ces pièces a été mesurée à l’aide d’un pied à coulisse et la rugosité de leur surface à l’aide d’un microscope à balayage laser du fabricant Keyence.
Nous avons choisi de tester principalement un tambour vibrant CB300, communément appelé Mr.Deburr. Cette machine a une capacité de polissage de 91 cm³ et fonctionne avec un moteur de 0,75 cheval-vapeur. Proposé au prix de 3500 $, M. Deburr est un bon choix pour polir de grands volumes de pièces. Sa grande capacité permet de polir plusieurs lots de pièces SLS en même temps, ou une quantité plus faible de très grandes pièces. Les agents utilisés étaient des granulés de céramique en forme de triangle coupé en angle, avec des dimensions latérales de 0,635 cm. Un produit de finition à usage général a été utilisé pour faciliter le processus. Le composé liquide choisi est le « Kramco 1010 » fourni par Kramer Industries. Ce liquide fonctionne bien avec les agents céramiques et convient pour l’ébavurage et le découpage léger.
Les composants ont subi un polissage pendant deux, quatre, six et huit heures avant d’être retirés et mesurés à nouveau pour déterminer si des changements de dimensions et une réduction de la rugosité de la surface avaient eu lieu. La rugosité de la surface a à nouveau été mesurée à l’aide d’un Keyence VR-5000. La rugosité a été mesurée en termes de Sa. La Sa est la moyenne arithmétique de la hauteur d’une surface. Le profilomètre Keyence mesure la hauteur moyenne d’une surface et compare ensuite la différence de hauteur de chaque point par rapport à la moyenne. Les mesures de précision dimensionnelle ont été effectuées à l’aide de pieds à coulisse avec une précision de ±0,02 mm. Cela nous permet de déterminer la quantité de matière enlevée de chaque surface pendant le processus de polissage. Il convient de noter que le résultat peut varier si l’on utilise un agent, un détergent ou une machine différents et qu’il existe une vaste gamme d’agents de différents matériaux, formes et tailles. Tous ces facteurs auront une influence sur les résultats. En nous basant sur nos discussions avec les leaders de l’industrie, nous avons choisi d’utiliser la céramique pour nos tests.
Remarque à propos des petites machines
Pour tester l’efficacité de petites machines d’entrée de gamme, nous avons également testé des pièces dans un modèle moins coûteux et avons constaté qu’il ne permettait pas d’obtenir les mêmes résultats que M. Deburr, très probablement en raison du brassage moins agressif de l’agent de polissage. Cependant, le plus petit tambour a tout de même réussi à polir les pièces en grande partie, avec une réduction d’environ 70 % de la rugosité de la surface sur une période de 48 à 72 heures. Ces résultats ne sont pas repris dans nos tableaux afin de mettre en évidence l’efficacité des grandes machines pour des volumes de cette taille.
Résultats avec M. Deburr
La rugosité de surface des pièces en Nylon 11 Powder et Nylon 12 Powder a pu être réduite de plus de 80 % par rapport à la rugosité initiale après huit heures de polissage par vibration, et certaines pièces ont pu atteindre 80 % ou moins en quatre à six heures.
Principale constatation : les pièces en Nylon 11 Powder et Nylon 12 Powder ont toutes commencé et terminé le processus avec des rugosités de surface différentes, mais leurs changements proportionnels sont assez similaires. Dans nos essais, nous avons déterminé que les pièces en Nylon 11 Powder ont une rugosité de surface initiale moyenne d’environ 35 µm, tandis que les pièces en Nylon 12 Powder ont une rugosité de surface initiale d’environ 26 µm. Les pièces en Nylon 12 Powder ont été réduites à 4 µm, tandis que les pièces en Nylon 11 Powder ont été réduites à 5,5 µm. En termes d’enlèvement de matière, Nylon 11 Powder (0,12 mm) s’est légèrement moins usée que Nylon 12 Powder (0,15 mm) au cours des huit heures de polissage. Cela correspond à peu près à la même rugosité de surface qu’une tuyauterie en acier commercial.
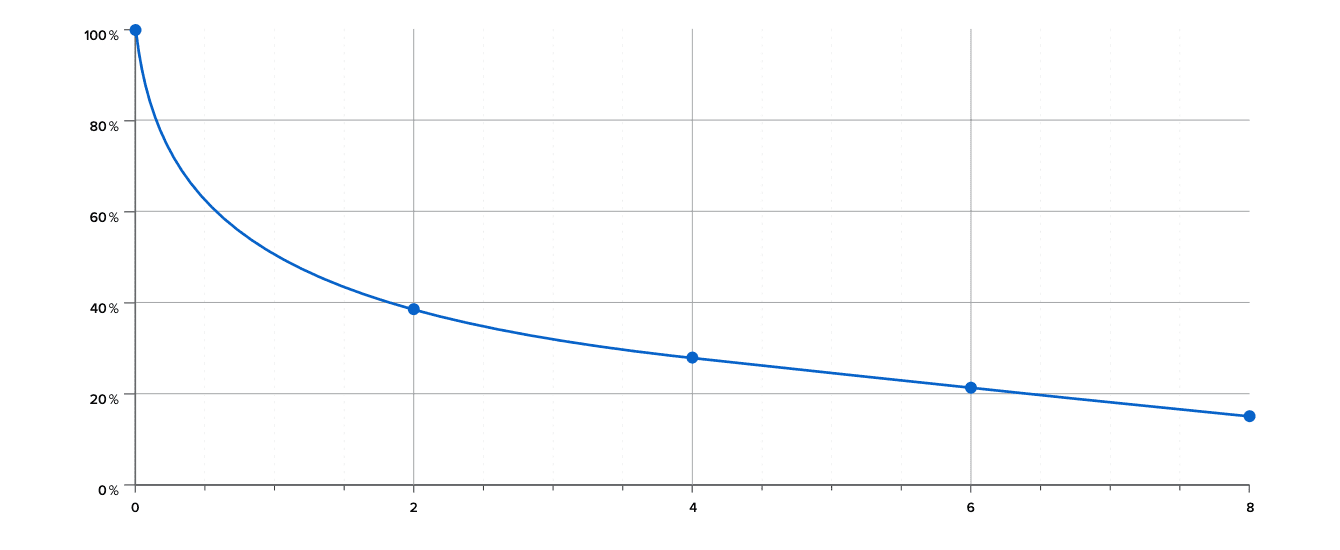
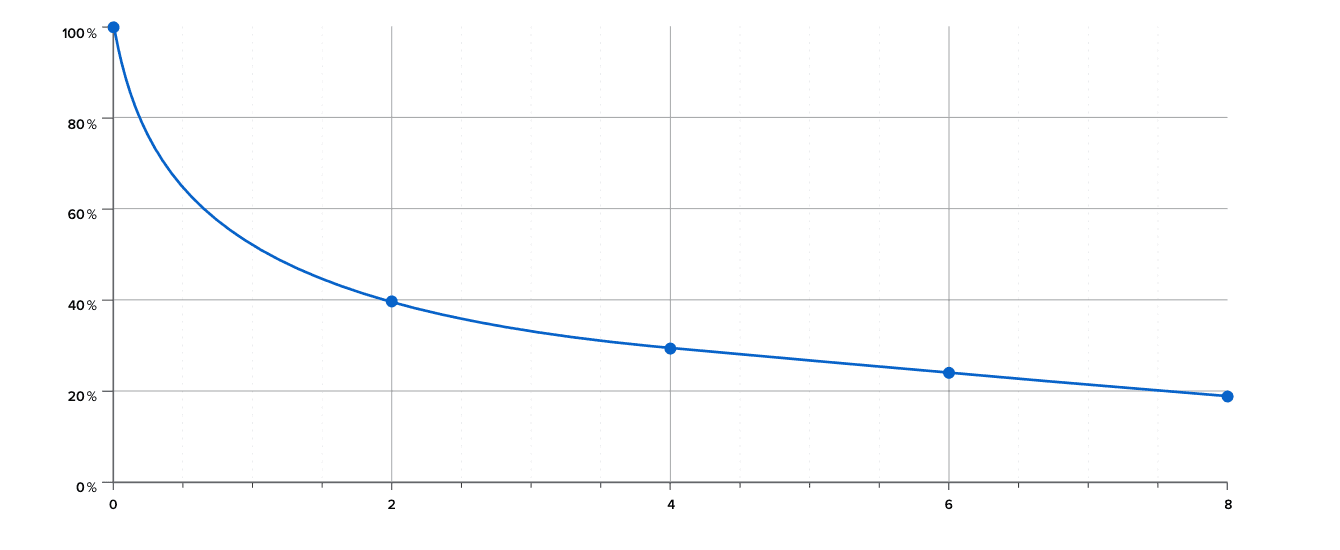
En examinant les deux graphiques qui comparent la réduction de la rugosité de surface à la durée du polissage, il est évident que le taux de lissage et la quantité de matière enlevée par heure diminuent. Pour les deux matériaux, il ne semble pas que la rugosité de surface ait atteint un plateau et nous émettons l’hypothèse que si nous poursuivions le polissage plus longtemps, les valeurs Sa continueraient à diminuer, mais à des vitesses de plus en plus lentes.
Visuellement, nous avons constaté plusieurs changements avec des périodes de polissage plus longues : les coins et les arêtes durs se sont légèrement arrondis, les extrusions plus fines et les reliefs très détaillés se sont légèrement usés, et les agents se sont incrustés dans les trous et les poches vers la fin de cette période de 72 heures.
Résultats du polissage par vibration Nylon 12
Temps d’exécution (heures)
Perte de surface (mm)
Rugosité de surface (Sa)
Réduction de la rugosité de surface (%)
0
N/A
25,687
0 %
2
-0,108
10,393
59,54 %
4
-0,126
6,314
75,42 %
6
-0,139
6,168
75,99 %
8
-0,150
4,513
82,43 %
Résultats du polissage par vibration Nylon 11
Temps d’exécution (heures)
Perte de surface (mm)
Rugosité de surface (Sa)
Réduction de la rugosité de surface (%)
0
N/A
35,081
0 %
2
-0,046
11,916
66,03 %
4
-0,081
10,056
71,43 %
6
-0,106
8,367
76,15 %
8
-0,120
6,712
80,87 %
Recommandations
Le polissage par vibration est un excellent moyen d’améliorer l’état de surface de vos pièces imprimées en 3D. L’équipement est abordable et le flux de travail peut être parfaitement adapté à vos besoins. Lorsque vous ajoutez le polissage à votre flux de travail, gardez à l’esprit que des machines et des agents de polissage différents produiront des résultats différents.
Lorsque vous choisissez le tambour à acheter pour votre flux de travail d’impression 3D, prenez d’abord en compte votre volume de pièces imprimées en 3D : les volumes de production moyens ou élevés nécessiteront une machine industrielle plus grande, tandis que les applications de prototypage, d’aide à la fabrication et d’outillage rapide ne nécessiteront qu’une machine plus petite et peu coûteuse. Dans ces applications, le temps plus long requis par le petit tambour ne devrait pas avoir d’incidence négative sur votre flux de travail.
Le choix de l’agent de polissage est l’élément suivant, qui dépend en grande partie de l’utilisation qui en est faite. Pour les pièces imprimées en 3D par SLS, la céramique, le plastique ou les matériaux organiques conviennent tous, tandis que le métal peut être trop abrasif. Pour les pièces comportant de nombreuses poches ou canaux internes, la céramique peut s’écailler et s’incruster dans les pièces. Bien que le retrait soit simple avec de petits outils manuels, il est préférable d’utiliser des agents organiques ou en plastique. Pour les pièces présentant des détails très fins, un relief délicat ou des extrusions minces, un agent moins abrasif est optimal. De même, le fait de choisir des agents arrondis plutôt que des supports pointus permet de protéger les pièces délicates.
Se lancer avec l’impression 3D et le polissage par vibration
Le polissage par vibration est une méthode accessible qui permet de rendre les pièces imprimées en 3D par SLS plus semblables, en termes d’apparence et de fonctionnalité, aux pièces moulées par injection. L’ajout de ce processus à votre flux de travail d’impression 3D ne doit pas forcément être compliqué ou coûteux : il existe de nombreux types de machines qui affichent un prix abordable et sont accessibles en termes d’encombrement et de besoins en énergie. Pour des applications telles que le prototypage rapide, les aides à la fabrication ou les pièces finales, le polissage par vibration élargit le champ des possibilités de l’impression 3D. Associé à la liberté géométrique de l’impression 3D SLS et aux capacités de personnalisation de la production en petite série, le polissage par vibration présente des avantages pour tous les secteurs.
Pour en savoir plus sur la manière d’optimiser votre flux de travail SLS et de polissage par vibration ou pour obtenir des conseils d’experts sur la machine et l’agent à choisir en fonction de vos besoins particuliers, contactez l’équipe de vente de Formlabs. Vous pouvez également continuer à explorer les possibilités de post-traitement SLS sur notre site web.